В процессе эксплуатации любые свёрла теряют остроту заточки. Свёрла, предназначенные для проделывания отверстий в разных материалах, имеют свои специфические особенности. Так, режущие части сверл по металлу и победитовые напайки буров по бетону отличаются абсолютно несхожим строением, поэтому и правила заточки у них тоже разные.
Заточка сверла по металлу
Качественное и быстрое сверление металла производится только острыми свёрлами. Затупившееся сверло при работе сильно нагревается, поэтому и изнашивается быстрее нормальной оснастки.

Существуют специальные станки для заточки свёрл. В домашней мастерской чаще всего можно встретить лишь обычный электрический точильный станок с абразивным кругом. Качественную заточку можно произвести и на нём, но только при условии соблюдения правил и последовательности действий.
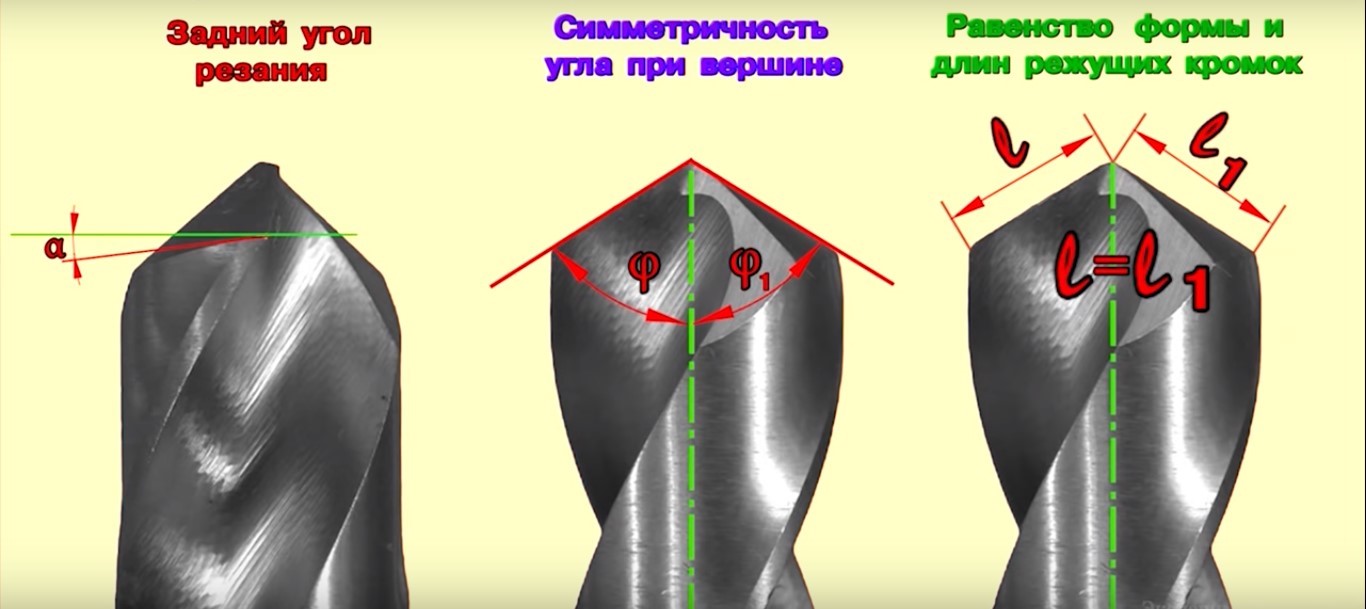
Сверло по металлу имеет спиральное строение. Рабочая режущая часть находится на самом его конце, к которому витая спираль выходит двумя режущими кромками. Именно эти кромки и должны быть подвергнуты обработке. Правильная заточка сверла предъявляет следующие требования:
- Угол схождения режущих кромок к вершине должен составлять 120о.
- По ходу заточки нужно следить, чтобы обе кромки имели одинаковую длину и располагались симметрично по отношению к оси сверла.
- Сама режущая кромка должна быть выше любой точки на задней поверхности.
Этапы заточки сверла по металлу:
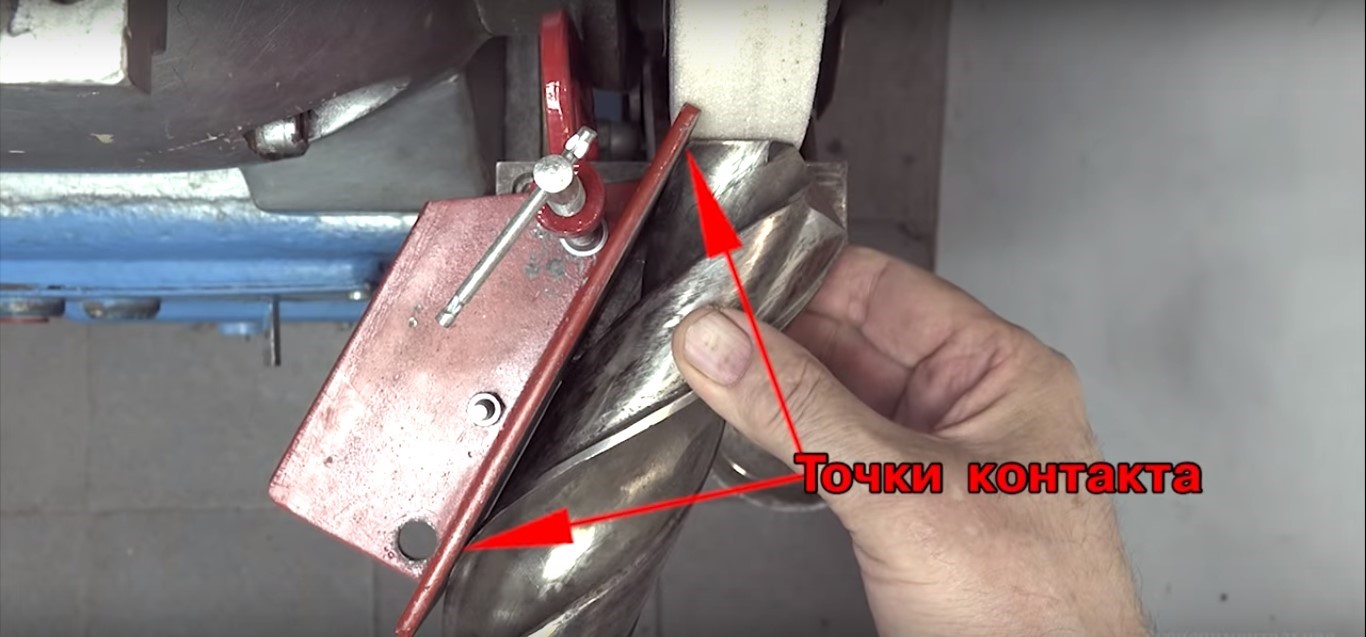
- Свёрла точатся периферийной поверхностью вращающегося наждачного круга. Сверло необходимо подносить к наждаку так, чтобы режущая кромка находилась строго в горизонтальном положении. Само сверло тоже должно располагаться горизонтально.
- Деталь прижимается к вращающемуся камню, после чего плавным движением производится опускание хвостовой части сверла. Таким образом кромка станет острой, а задняя поверхность получится округлой. Если заднюю поверхность стачивать прямой плоскостью, то режущая кромка впоследствии будет быстро терять остроту.
- Аналогично затачивается и вторая кромка.
- Если после заточки нарушилась симметричность расположения кромок, то операция повторяется на более короткой стороне.
- Далее необходимо сточить образовавшуюся перемычку, которая во время сверления будет создавать сопротивление. Стачивают перемычку ребром наждачного круга. В результате чего она должна сточиться до состояния одной заострённой точки.
Для того чтобы облегчить соблюдение симметричности углов кромок, на подручнике заточного станка можно установить самодельные ограничители из металлического уголка. Их выставляют с помощью транспортира и крепят к подручнику небольшими струбцинами.
Заточка бура по бетону
Сверление бетона производится ударно-вращательным движением бура. Таким режимом работы обладают перфораторы и некоторые модели дрелей. Рабочая часть бура представляет собой победитовую напайку, которая не режет материал, а крошит его подобно зубилу.
Если заточку бура производить, не дожидаясь пока у него собьются и скруглятся все рёбра и плоскости победитовой напайки, то привести оснастку в рабочее состояние несложно. Нужно лишь равномерно, с соблюдением угла наклона сточить грани на конце сверла до получения острых кромок.

Угол схождения кромок у вершины бура должен составлять 170о. Размеры кромок должны быть одинаковыми, расположенными симметрично относительно оси оснастки. Угол наклона грани по передней части – 30о. По задней – 60о.
С каждой заточкой длина оснастки уменьшается. Если сверло по металлу можно точить на протяжении всей его витой части, то рабочий ресурс бура ограничен размерами победитовой напайки. Как только напайка полностью сотрётся, бур можно утилизировать.

Чтобы продлить рабочий ресурс оснастки, нужно стараться не допускать её сильного перегрева при работе.
А вы производите заточку бура или предпочитаете покупать новое сверло?